



-
3 lenses AD246S-M/AD249S-M LCD HDMI 10/7 inch Digital Microscope HDMI&PC Supported
Prix habituel Du $209.00Prix habituelPrix unitaire par$299.00Prix promotionnel Du $209.00En vente -
Microscope USB numérique Andonstar AD407 HDMI
Prix habituel Du $239.00Prix habituelPrix unitaire par$399.00Prix promotionnel Du $239.00En vente -
Andonstar AD409 Microscope numérique WIFI HDMI à écran 10,1 pouces
Prix habituel $329.00Prix habituelPrix unitaire par$499.00Prix promotionnel $329.00En vente -

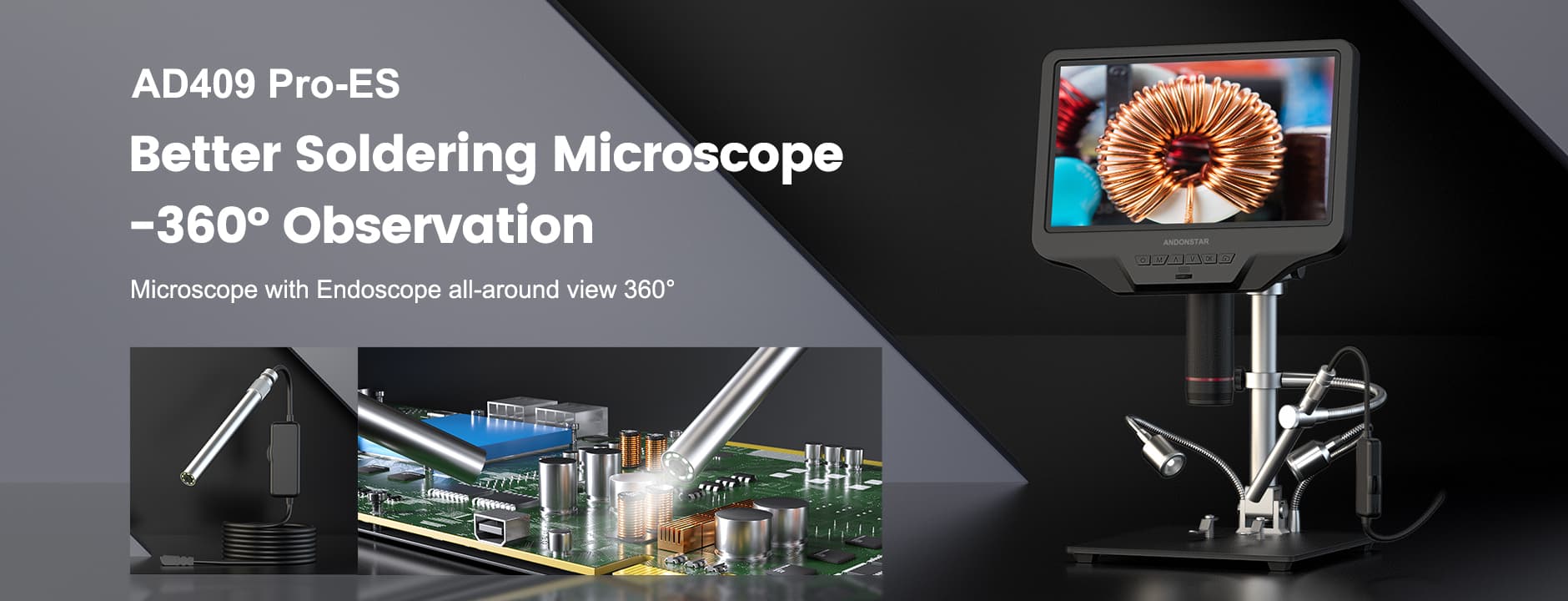
Andonstar AD409 Pro-Es 10.1 inch HDMI Digital Microscope with Endoscope Soldering Microscope
Prix habituel $399.00Prix habituelPrix unitaire par$499.00Prix promotionnel $399.00En vente -
Andonstar AD407 Pro 3D HDMI Soldering Digital Microscope
Prix habituel $279.00Prix habituelPrix unitaire par$299.00Prix promotionnel $279.00En vente -
Andonstar AD409 Pro HDMI Digital Microscope, 10.1 inch LCD Screen 32cm bracket Soldering Microscope
Prix habituel $379.00Prix habituelPrix unitaire par -
AD249S-M-ES 3 Lens HDMI 10.1 inch Digital Microscope with Endoscope
Prix habituel $299.00Prix habituelPrix unitaire par -
AD249SM-Plus/ AD246SM-Plus Upgraded Plus Stand 3 lenses Digital Microscope
Prix habituel Du $249.00Prix habituelPrix unitaire par








New Arrival
-
AD409 Max 10inch HDMI Digital Microscope w/ Endoscope
Prix habituel $449.00Prix habituelPrix unitaire par -
AD249SM-Plus/ AD246SM-Plus Upgraded Plus Stand 3 lenses Digital Microscope
Prix habituel Du $249.00Prix habituelPrix unitaire par -
AD249S-M-ES 3 Lens HDMI 10.1 inch Digital Microscope with Endoscope
Prix habituel $299.00Prix habituelPrix unitaire par -
Andonstar AD409 Pro-Es 10.1 inch HDMI Digital Microscope with Endoscope Soldering Microscope
Prix habituel $399.00Prix habituelPrix unitaire par$499.00Prix promotionnel $399.00En vente

Featured products
-
Microscope USB numérique Andonstar AD407 HDMI
Prix habituel Du $239.00Prix habituelPrix unitaire par$399.00Prix promotionnel Du $239.00En vente -
Andonstar AD409 Microscope numérique WIFI HDMI à écran 10,1 pouces
Prix habituel $329.00Prix habituelPrix unitaire par$499.00Prix promotionnel $329.00En vente -
Andonstar AD409 Pro-Es 10.1 inch HDMI Digital Microscope with Endoscope Soldering Microscope
Prix habituel $399.00Prix habituelPrix unitaire par$499.00Prix promotionnel $399.00En vente -
Microscope numérique portable Andonstar AD208 8,5 '' 1080P
Prix habituel $179.00Prix habituelPrix unitaire par

PCB Soldering Microscope
-
Andonstar AD409 Microscope numérique WIFI HDMI à écran 10,1 pouces
Prix habituel $329.00Prix habituelPrix unitaire par$499.00Prix promotionnel $329.00En vente -
Microscope USB numérique Andonstar AD407 HDMI
Prix habituel Du $239.00Prix habituelPrix unitaire par$399.00Prix promotionnel Du $239.00En vente -
3 lenses AD246S-M/AD249S-M LCD HDMI 10/7 inch Digital Microscope HDMI&PC Supported
Prix habituel Du $209.00Prix habituelPrix unitaire par$299.00Prix promotionnel Du $209.00En vente -
Andonstar AD409 Pro HDMI Digital Microscope, 10.1 inch LCD Screen 32cm bracket Soldering Microscope
Prix habituel $379.00Prix habituelPrix unitaire par
Microscope for Kids
-
AD012/JL012 Handheld Portable Kids Microscope
Prix habituel $79.99Prix habituelPrix unitaire par$89.99Prix promotionnel $79.99En vente -
Andonstar AD122 digital telescope microscope for kids
Prix habituel $69.99Prix habituelPrix unitaire par$69.99Prix promotionnel $69.99 -
Andonstar AD203 handheld portable microscope pocket digital microscope for kids and adults
Prix habituel Du $89.00Prix habituelPrix unitaire par$159.99Prix promotionnel Du $89.00En vente -
Andonstar AD106S Microscope Numérique avec Écran de 4.3 Pouces
Prix habituel $119.99Prix habituelPrix unitaire par$149.00Prix promotionnel $119.99En vente



Blog posts
Tout afficher-
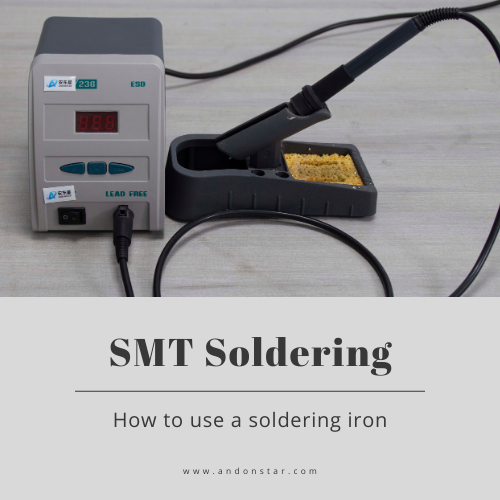
SMT Soldering|How to use a soldering iron
The soldering iron is a common electronic tool used for soldering and repairing various electronic devices such as electronic components and circuit boards. Before using a soldering iron, there...
SMT Soldering|How to use a soldering iron
The soldering iron is a common electronic tool used for soldering and repairing various electronic devices such as electronic components and circuit boards. Before using a soldering iron, there...
-

What You Need To Know About Microsoldering
With electronic devices getting smaller and much more expensive, it means there’s a new challenge for us. From laptops to smart phones to game consoles, components are getting smaller. These small components...
What You Need To Know About Microsoldering
With electronic devices getting smaller and much more expensive, it means there’s a new challenge for us. From laptops to smart phones to game consoles, components are getting smaller. These small components...
-

7 Common Phone/Hardware PCB&Circuit Board Failures
Analyzing, locating, and repairing circuits is the basic work of hardware engineers and there will always be all kinds of strange problems. We need to gradually locate and solve the problems...
7 Common Phone/Hardware PCB&Circuit Board Failures
Analyzing, locating, and repairing circuits is the basic work of hardware engineers and there will always be all kinds of strange problems. We need to gradually locate and solve the problems...


